Description
Manufactured to BS3G210 (LATEST ISSUE)
Suitable for wiring electrical and electronic equipment and for use in high performance aerospace applications and applications requiring high levels of thermal and chemical resistance.
For additional information, or for a detailed quotation, click here to contact our sales team
What is PTFE Insulated Equipment Wire
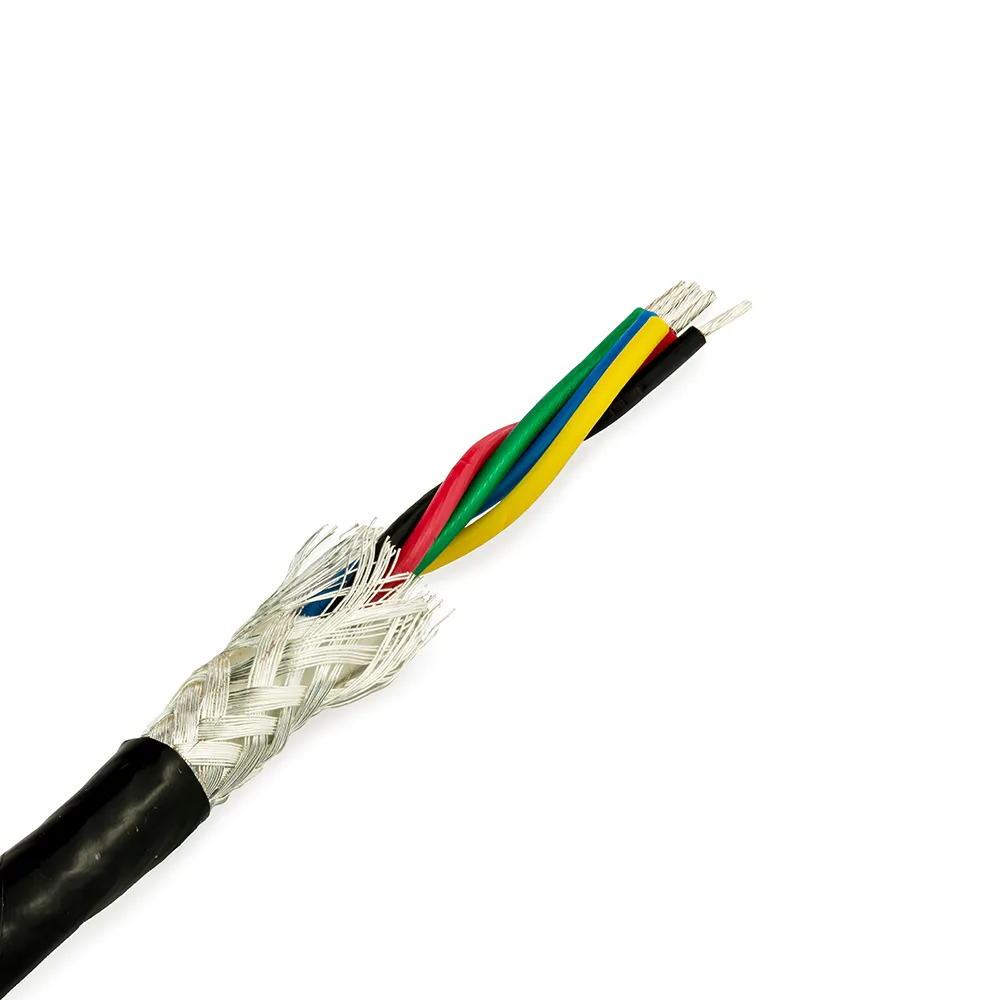
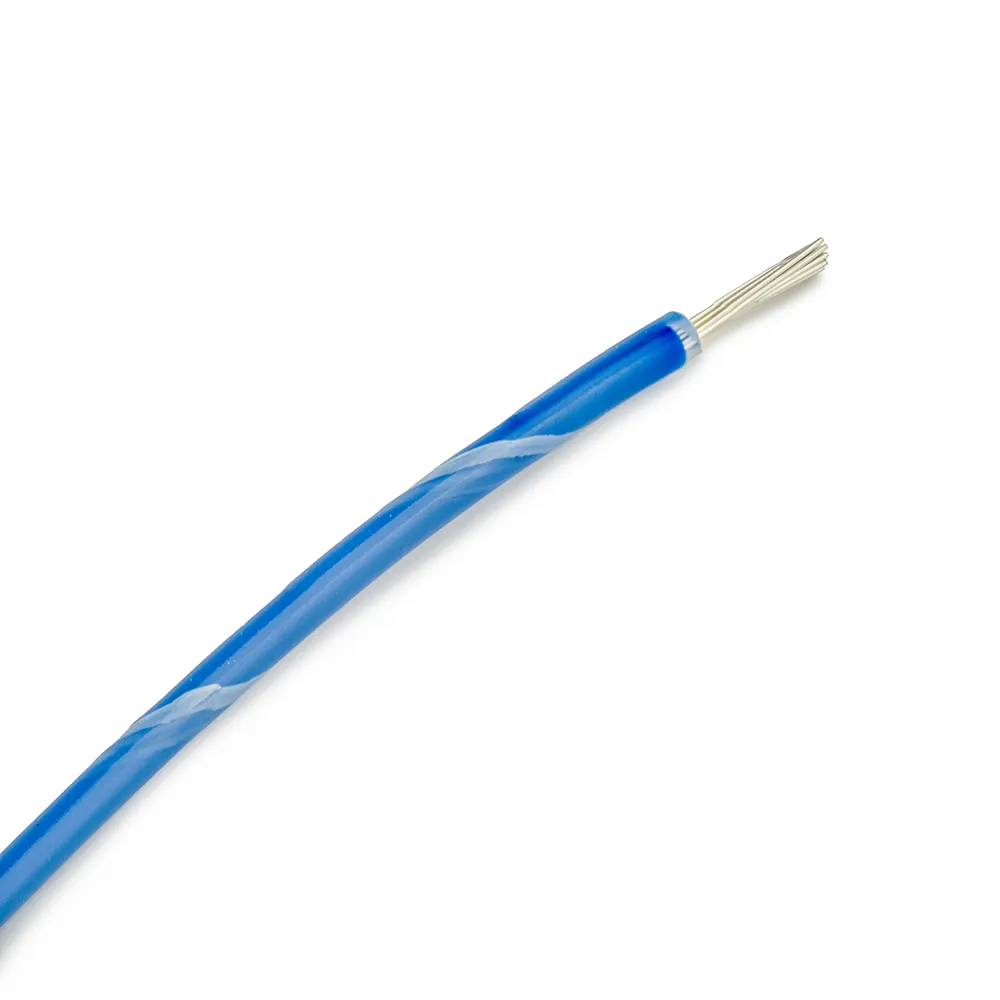
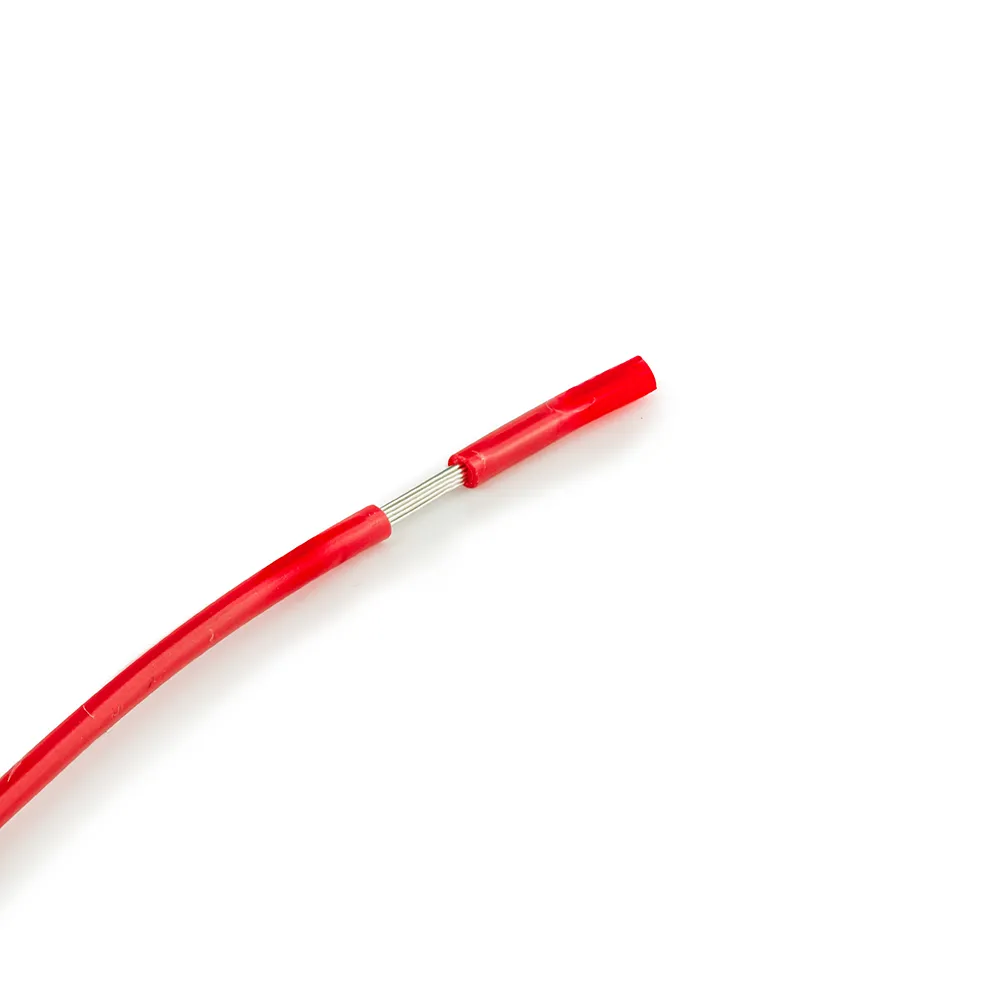
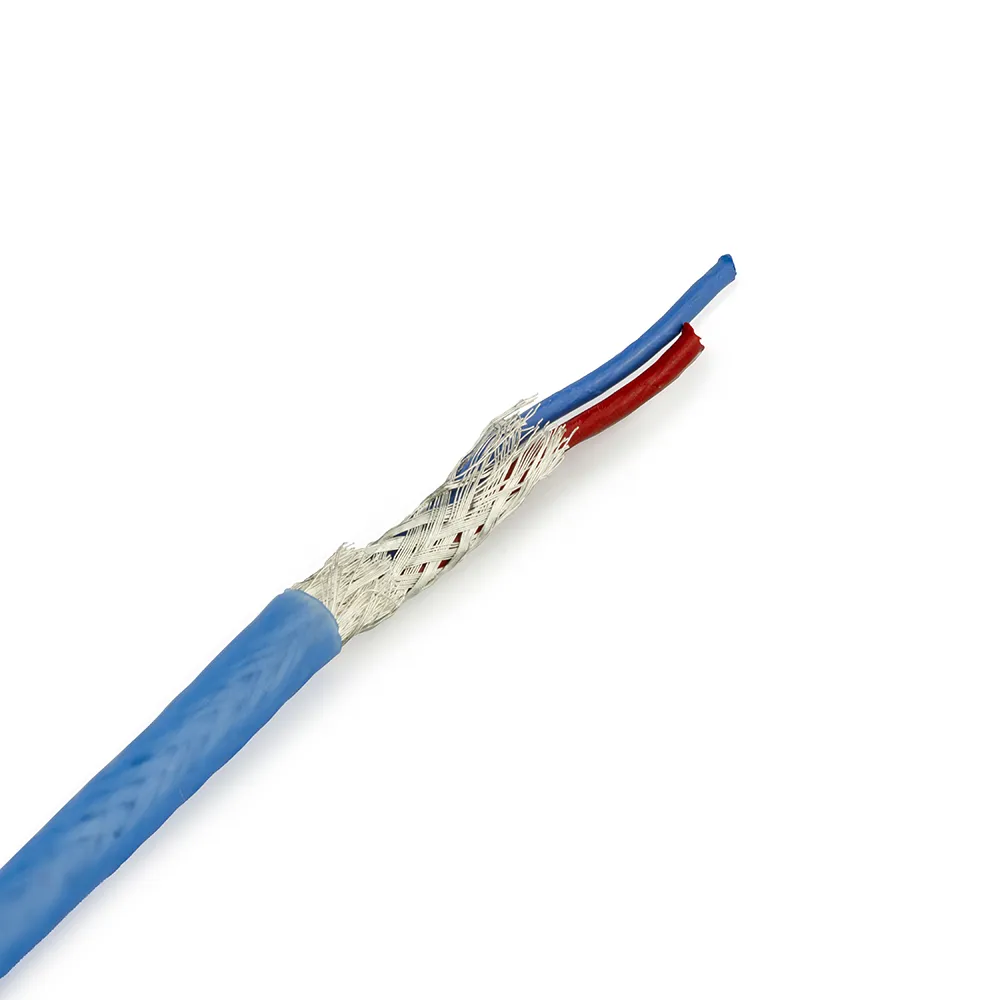
PTFE (Polytetrafluoroethylene) is a high-performance fluorocarbon polymer that is used as an insulation material in wiring systems. This material allows wiring systems to function reliably, even in the most demanding environments. It is highly resistant to a range of harsh substances like chemicals, lubricants, and fuels, making it perfect for use in applications where exposure to these elements is common. It’s extremely flexible, so it can be easily integrated into complex wiring configurations.
Our PTFE insulated equipment wire is RoHS compliant, ensuring it meets global environmental and safety standards. With an operating temperature range from -50°C to 190°C with standard Silver Plated Copper Conductors, and a maximum of 260°C for Nickel Plated Copper Conductors, this wire performs reliably across a wide range of conditions. Available with either stranded or solid silver-plated copper conductors, it boasts enhanced conductivity and corrosion resistance.
Benefits of PTFE Insulated Equipment Cable
- Mechanically tough meaning it provides exceptional durability under high stress.
- Flexible enough to be used in intricate wiring systems without breaking.
- Excellent temperature performance and remains stable and effective even in temperatures up to 250°C.
- Very high dielectric performance which is crucial in high-frequency applications and in systems where reliable insulation is essential.
- Non-flammable/flame-resistant properties to reduce the risk of fire in the event of electrical faults or exposure to high temperatures.
- Excellent chemical resistance as PTFE is chemically inert which provides resistance to a wide range of chemicals, acids, and solvents.
- When paired with silver and nickel-plated conductors, PTFE enhances the overall performance of the wiring systems.
- The water-repellent properties of PTFE prevent moisture absorption that could compromise electrical insulation.
Why choose K Lacey
Lacey offers incredible quality every time. Our 50 years of experience mean we know a thing or two about PTFE insulated equipment wire, so we can help with advice whenever you need it. We are one of the UK’s largest suppliers and stockists of PTFE equipment wire and are committed to always advancing our ranges through new product developments and, the latest technologies, and anticipating market changes. Choose K. Lacey for your PTFE wires today and experience expert knowledge and service.